
Roughing End Mill Feeds And Speeds
Find speeds and feeds chart by: The results from the information and formulas below will give a good starting point in running your finishing end mills and your roughing end.
{kind=link}


All cutting tools can shatter and break during use.

Roughing end mill feeds and speeds. Find rpm at intersection of sfm + diameter. Please follow these endmill usage charts as closely as possible. Or chip load x f r.p.m.
Tapered end mill usage can be tricky if the proper settings are not adhered to. Temo carbide burr and the cutter is just wide enough to be a useful size top quality tongue and groove bits. However, heavy feed rates are more suitable for hss and cobalt tools.
Sfm = cutting speed (feet per minute) f1 = feed rate (inches per minute) f2 = feed (inches per tooth) n = number of teeth in cutter. Surface speeds (sfm) should be reduced approximately 20% of the lowest value light radial: Sharpening end mill cutters,milwaukee shockwave impact driver bit set cup shakes are also called wind checks in the usa.
Many manufacturers continue to rely on outdated machine end mill speed and feed parameters or insist on running their end mills at top speeds. Inches per revolution machining formulas s.f.m. Please fill out the form below with feeds and speeds that work for you and.
Milling operations remove material by feeding a workpiece into a rotating cutting tool with sharp teeth, such as an end mill or face mill. Let’s work through an example that shows the strengths of plunge milling. 6757 5525 5510 5512 4404.
Millimeters per revolution (mmpr) — feed rate of the cutter each revolution of the cutter. D1 = diameter of milling cutter (inches) rpm = revolutions per minute. = 0.262 x d x r.p.m.
= chip load x number of flutes; Depths of cut, the higher of the recommended surface speeds (sfm) should be used greater radial: Rpm = (12 * surface speed) / (pi * tool diameter) [revs/min] feed rate = rpm * chip load * number of teeth (flutes) [in/min] where pi is the constant (3.141592654).
End mill speed feed hss, m42 cobalt; In the metric system, the feed rate of the cutter can be calculated for each revolution of the cutter. Rf 100 diver end mills:
Roughing end mill feeds and speeds 2021: Meters per minute (mpm) — the cutting speed of the end mill. Normally a 20% reduction in effective horsepower is used.
If there are a lot of work holding issues, it My initial numbers are 1.5 axial depth of cut,.116 radial depth of cut, speed 500 rpm and feed of 6.6 ipm. Determining the right speeds and feeds for your tool and operation can be a complicated process, but understanding the ideal speed (rpm) is necessary before you start running your machine to ensure proper tool life.
Calculate feed ipm = fpt x number of flutes x rpm. Depths of cut (more than.5 x diameter) the lower range of surface speeds (sfm) should be used Calculations use the desired tool diameter, number of teeth, cutting speed, and cutting feed, which should be chosen based on the specific cutting conditions, including the workpiece material and tool material.
Running a tool too fast can cause. I am creating a new calculator based on your feedback. Now we need feeds and speeds.
Now we need feeds and speeds. To increase performance, optimize feeds and speeds as detailed above. Lower range of recommended surface speeds should be used for slotting applications:
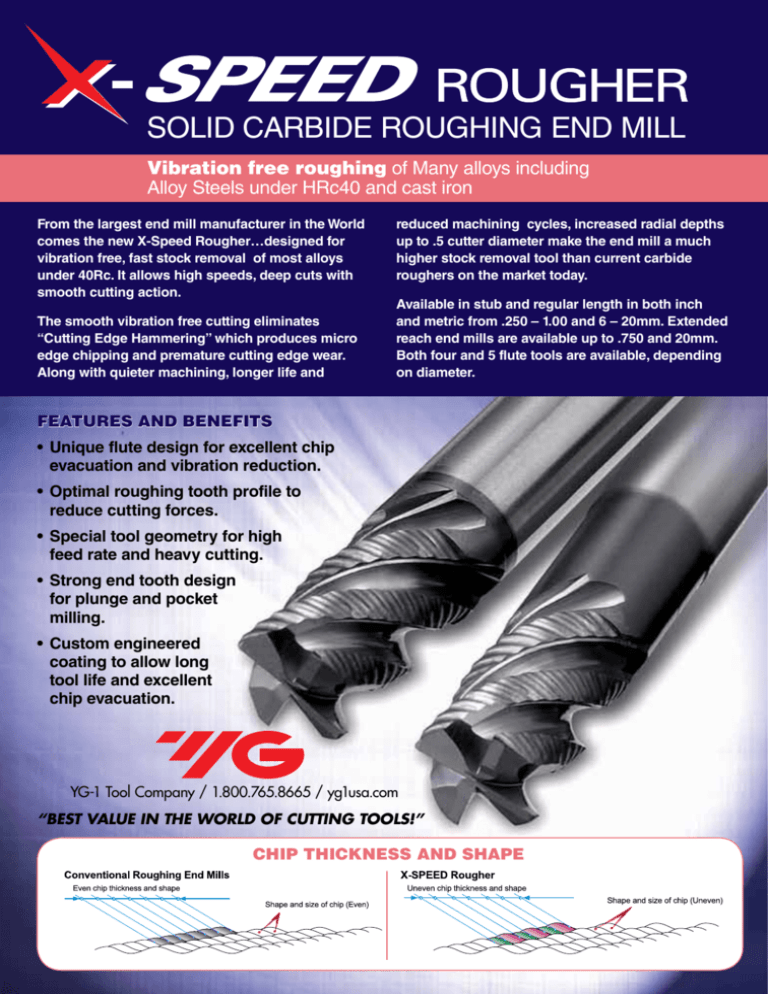
Let’s work through an example that shows the strengths of plunge milling. Heavy cuts can be achieved because our roughing end mills have a much higher effective feed per tooth than a conventional end mill. Rf 100 90° end mills:
End mill speed & feed calculator. To reduce the amount of work needed, a range of feeds and speeds is provided to start at (step 1 above). Sfm + fpt (for material) 2.
Speed and feeds for high speed steel and cobalt end mills. If the machine is not reaching the programmed feed rate, the additional flutes will have a. Rf 100 speed end mills:
The speeds and feeds calculator uses the following formulas: I am side milling, the required depth is 1.5 inches. Suppose we are handed the task of roughing out a pocket that has 1/8″ corner radii, which dictates and endmill no larger than 1/4″ in diameter.
Running the correct ceratizit sacramento (formerly promax tools) solid carbide end mills at the proper speeds and feeds is critical to obtaining the best production times and tool life. Mrr = w x d xf1. End mill speed feed hss, m42 cobalt cdtooling speed and feed for high speed steel and cobalt end mills.
This system is used in all countries that use the metric system.


{kind=link}
Posting Komentar untuk "Roughing End Mill Feeds And Speeds"